

EV Charging Stations
Filtration for Power Equipment
Cleanroom & Semiconductor
Ultra-High Cleanliness Filtration
Commercial HVAC
Central Air System Filtration
Data Centers
Precision Equipment Protection
Livestock & Farming
Farming Environment Purification
Spray Booths & Industrial Dust
Paint Mist & Dust Purification
Filtration for Power Equipment
Professional air filtration for EV charging devices, protecting against dust and sand ingress to ensure stable, reliable operation of charging piles and station infrastructure.
View Related Products →Ultra-High Cleanliness Filtration
Ultra-high efficiency filtration for semiconductor wafer fabs and precision electronics cleanrooms, capturing nano-scale particles to meet ISO Class 1–3 standards and maximize product yield.
View Related Products →Central Air System Filtration
High-efficiency filtration for commercial building HVAC systems, improving indoor air quality, reducing energy consumption, and extending equipment service life.
View Related Products →Precision Equipment Protection
Precision air filtration for data centers, shielding servers and critical hardware from dust contamination to keep cooling systems running efficiently and reliably.
View Related Products →Farming Environment Purification
Dedicated filtration systems for farms and livestock facilities — capturing dust, adsorbing ammonia, and inhibiting pathogen spread to improve animal health and overall productivity.
View Related Products →Paint Mist & Dust Purification
Designed for spray booths and grinding workshops, efficiently capturing paint mist, metal dust, and wood chips to meet emission standards while protecting finished surface quality.
View Related Products →




















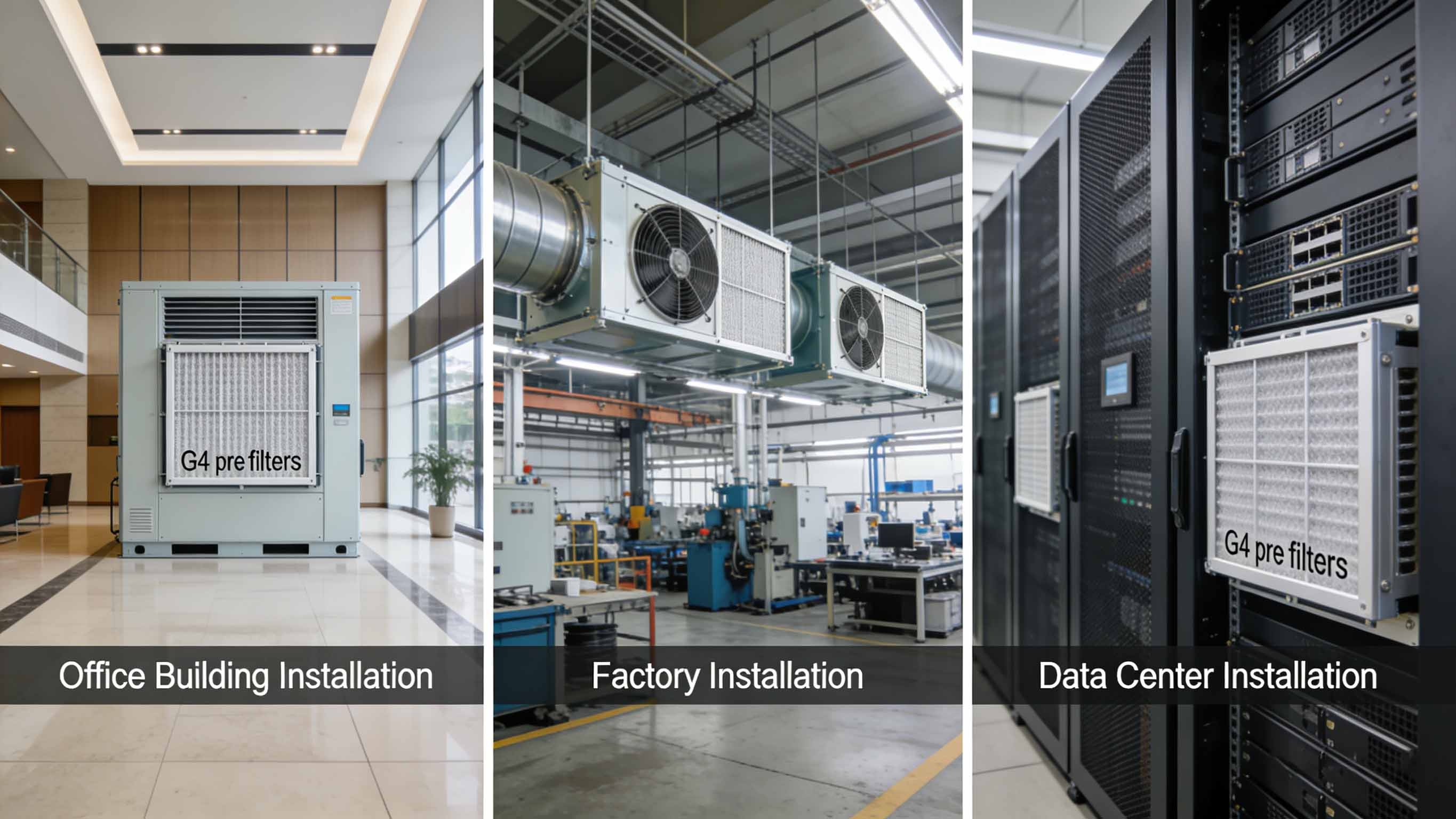
Pre-Filter (G1–G4)
First-Stage Large-Particle Capture
Medium-Efficiency Filter (F5–F9)
Precise PM2.5 Capture
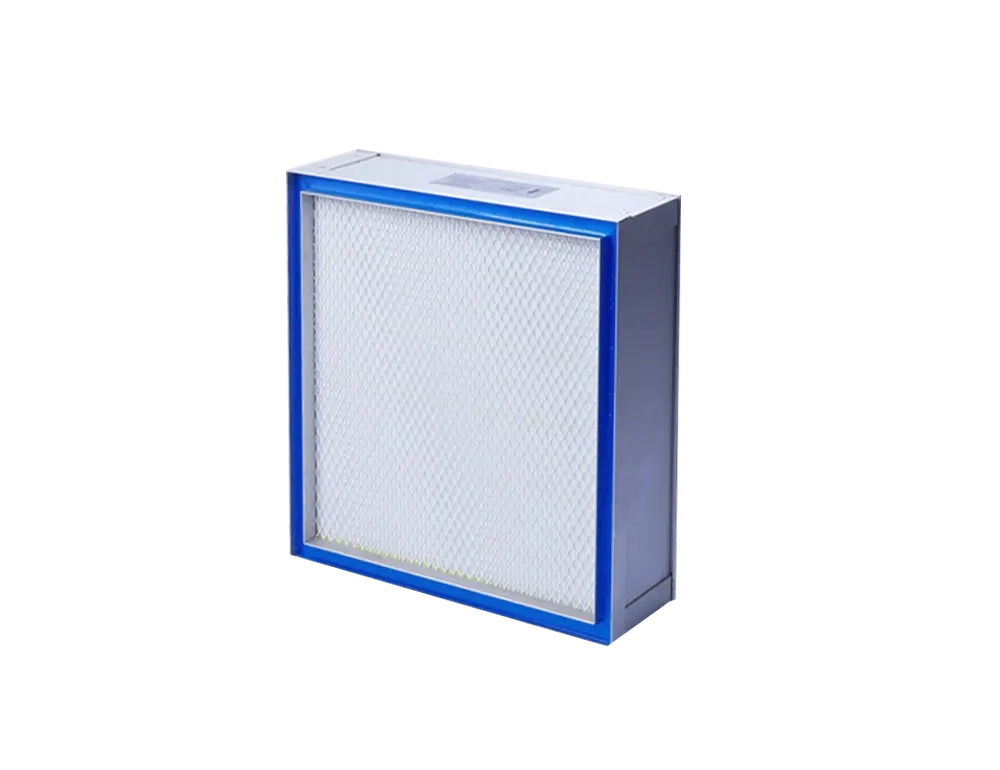
HEPA High-Efficiency Filter
Sterile-Grade Purification
ULPA Ultra-High Efficiency Filter
Sub-Micron Particle Capture
First-Stage Large-Particle Capture
The first line of defense, capturing particles ≥5 μm such as dust, hair, and fibers to protect downstream filters and extend overall system service life.
View Related Products →Precise PM2.5 Capture
Captures fine particles of 1–5 μm including PM2.5, pollen, and mold spores, significantly improving indoor air quality for commercial HVAC and ventilation systems.
View Related Products →Sterile-Grade Purification
≥99.97% filtration efficiency for particles ≥0.3 μm, delivering sterile-grade clean air widely used in medical, pharmaceutical, and electronics manufacturing.
View Related Products →Sub-Micron Particle Capture
≥99.9995% efficiency for particles ≥0.12 μm, meeting the extreme cleanliness demands of semiconductor fabs, aerospace, and other ultra-precision applications.
View Related Products →




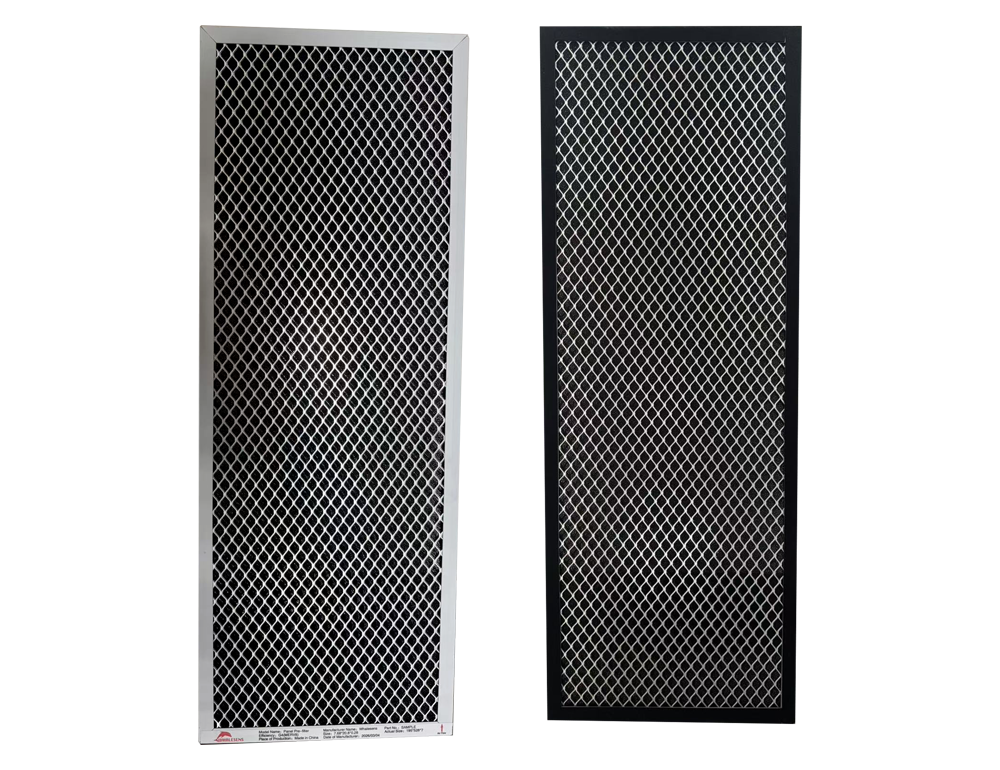
High-Temperature Resistant
Industrial-Grade Heat Tolerance
Washable & Reusable
Cut Costs, Reduce Waste
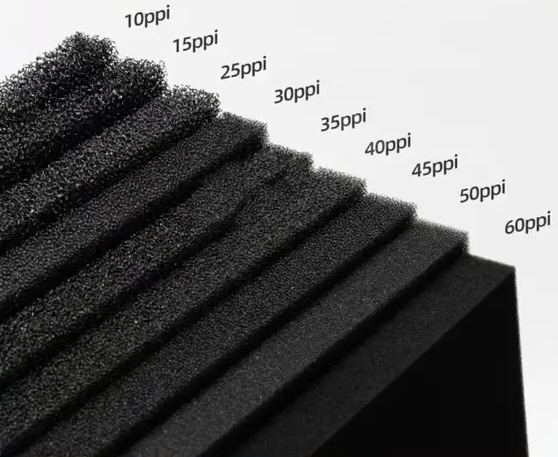
Activated Carbon
Odor & Harmful Gas Removal
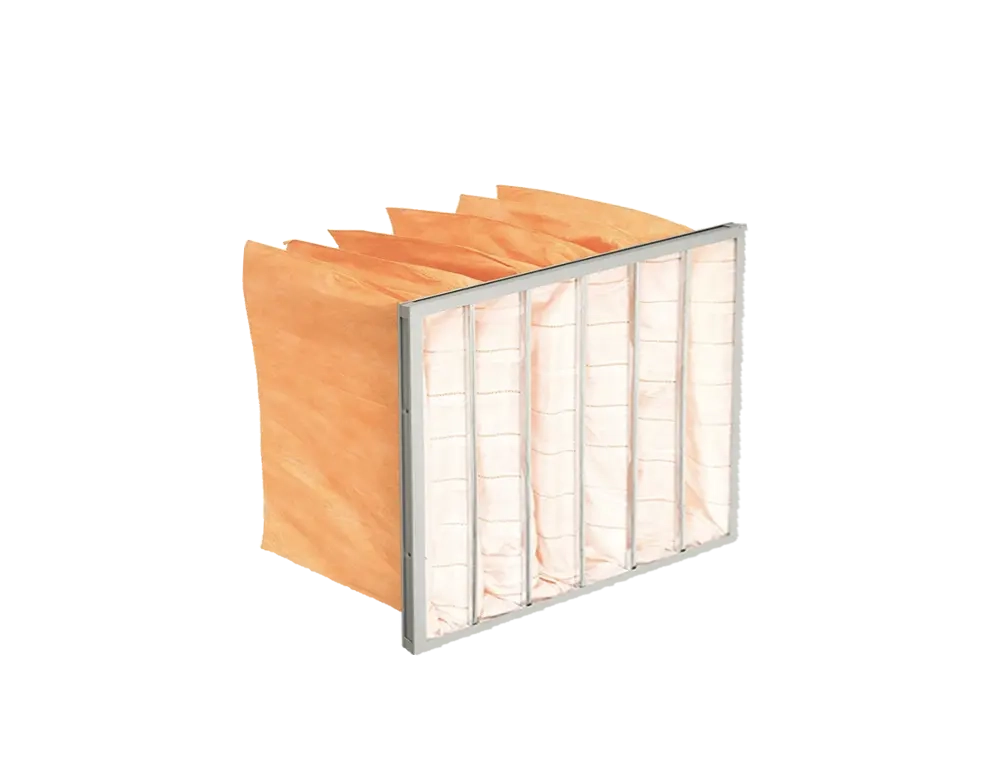
Bag Filter
High Dust-Holding, Long Life
Panel / Pleated Filter
Compact Space-Saving Design
Low-Resistance Airflow
Energy-Saving Operation
Industrial-Grade Heat Tolerance
Built with specialized heat-resistant materials, operating stably up to 250°C for paint ovens, industrial dryers, and high-temperature process environments.
View Related Products →Cut Costs, Reduce Waste
Cleanable by water washing or air blowing, reusable multiple times to significantly reduce replacement frequency and O&M costs — an economical, eco-friendly choice.
View Related Products →Odor & Harmful Gas Removal
Leverages activated carbon's high adsorption capacity to eliminate odors, VOCs, and formaldehyde, ideal for newly renovated spaces and industrial exhaust treatment.
View Related Products →High Dust-Holding, Long Life
Bag-style construction delivers a larger filtration area, high dust-holding capacity, and extended service life — ideal for high-dust environments with reduced replacement frequency.
View Related Products →Compact Space-Saving Design
Compact form factor for easy installation and replacement; pleated structure maximizes filtration area within a small footprint for higher efficiency.
View Related Products →Energy-Saving Operation
Low-resistance design minimizes pressure drop while maintaining filtration performance, reducing fan energy consumption for cost-effective, eco-friendly operation.
View Related Products →
























 English(Global)
English(Global) 简体中文
简体中文 Language
Language


VOC Control and Employee Health Protection in the Chemical Industry
In the chemical manufacturing sector, VOC control has become a critical challenge affecting both environmental compliance and employee wellbeing. Volatile organic compounds released during production processes not only contribute to air pollution but also pose serious health risks to workers exposed to these hazardous substances daily. This case study examines how a large-scale chemical manufacturer successfully implemented an advanced air filtration system for VOC control, achieving remarkable improvements in air quality, employee health, and regulatory compliance.

Background: The VOC Challenge in Chemical Manufacturing
The chemical company in this case study operates large-scale production facilities generating substantial quantities of volatile organic compounds during daily operations. Benzene, toluene, and xylene—common VOCs in chemical processing—were being released into the workplace environment at dangerous levels, creating a dual crisis of environmental non-compliance and occupational health hazards.
As national environmental regulations tightened and employee health concerns mounted, the company recognized that investing in comprehensive VOC emission control technology was no longer optional but essential for sustainable operations. The challenge was to implement a solution that could effectively capture and treat these harmful compounds while maintaining production efficiency and achieving rapid return on investment.
Problem Analysis: Quantifying the VOC Crisis
Pollution Sources and Chemical Composition
The primary pollutants identified in the facility included:
- Benzene compounds: Released during solvent use and chemical reactions
- Toluene: Generated from coating and cleaning processes
- Xylene isomers: Emitted during polymer production stages
- Mixed VOC streams: Complex combinations from multiple production lines
Impact Assessment: Environmental and Health Metrics
| Impact Category | Measurement | Severity Level |
|---|---|---|
| Workshop VOC Concentration | Peak: 800 mg/m³ | 567% above standard (120 mg/m³) |
| Employee Health Issues | 25% annual increase | Respiratory diseases trending upward |
| Environmental Penalties | RMB 1 million/year | Non-compliance citations |
| Community Complaints | High frequency | Public relations impact |
These metrics clearly demonstrated that the existing ventilation systems were inadequate for handling the VOC load, necessitating a comprehensive upgrade to industrial air filtration equipment specifically designed for chemical industry applications.
Engineering Solution: Multi-Stage VOC Treatment System
Technology Selection and System Architecture
After evaluating multiple VOC abatement technologies, the engineering team selected a hybrid approach combining:
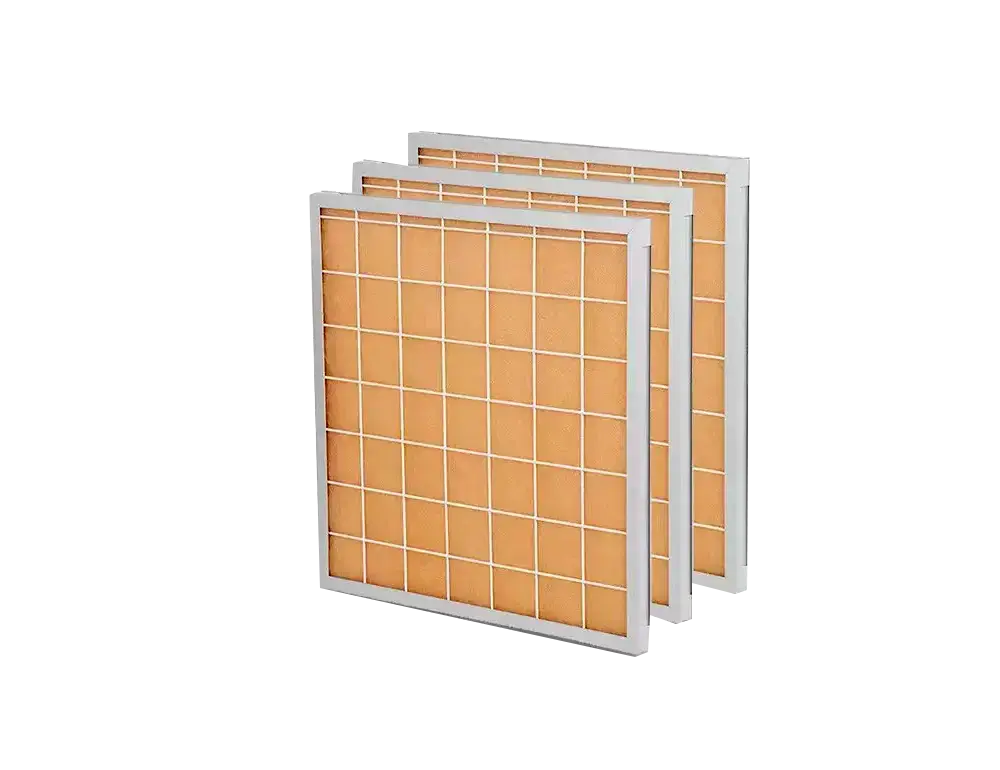
F9-grade high-efficiency filters capture particulate matter and extend downstream component lifespan by 40%
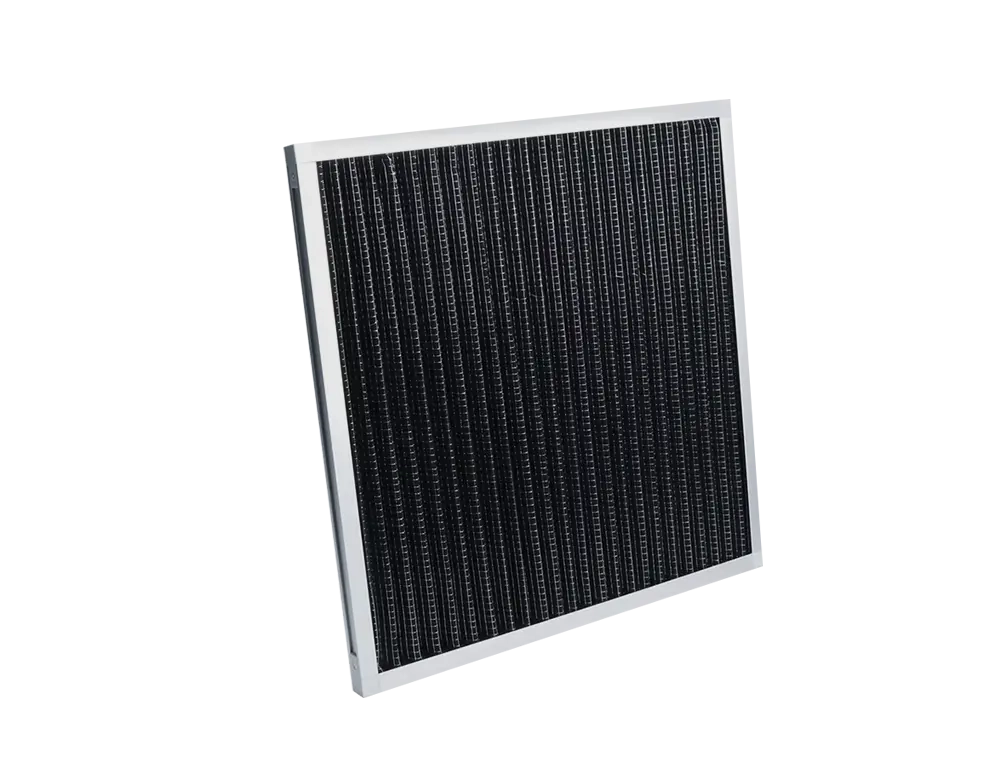
Large-surface-area activated carbon beds capture VOC molecules through physical adsorption
Thermal catalytic process converts VOCs to CO₂ and H₂O at 300-400°C with 95%+ destruction efficiency
Smart Monitoring and Control Integration
The system incorporates an integrated online monitoring platform that provides:
- Real-time VOC concentration tracking with 1-minute data refresh
- Automated alarm triggers when concentrations exceed 80% of threshold limits
- Predictive maintenance alerts based on filter pressure differential and carbon bed saturation
- Remote access dashboard for environmental compliance reporting
Strategic System Deployment
The installation strategy prioritized source capture efficiency through a two-tier approach:
| Deployment Zone | Equipment Type | Coverage Strategy |
|---|---|---|
| High-Emission Workstations | Local exhaust hoods with direct ducting | Capture 85% of VOCs at source |
| General Production Floor | Central air handling units with VOC filtration | Treat diffuse emissions plant-wide |
| Storage and Transfer Areas | Portable VOC monitors + backup filtration | Monitor fugitive emissions |
Implementation Results: Measurable Environmental and Health Improvements
Environmental Performance Metrics
Within six months of system commissioning, environmental monitoring data showed dramatic improvements across all measured parameters:
| Parameter | Before Installation | After Installation | Improvement |
|---|---|---|---|
| Peak VOC Concentration | 800 mg/m³ | < 100 mg/m³ | 87.5% reduction |
| Compliance Status | Non-compliant | Fully Compliant | 100% standard adherence |
| Perimeter Air Quality | Frequent odor complaints | Minimal detectable emissions | 90% complaint reduction |
| Annual Penalty Costs | RMB 1,000,000 | RMB 0 | 100% elimination |
Employee Health and Safety Outcomes
The most significant impact was observed in occupational health metrics, demonstrating the direct link between air quality improvement and workforce wellbeing:
- Respiratory disease incidence: Decreased by 40% in the first year post-installation
- Occupational health medical costs: Reduced by RMB 800,000 annually
- Employee sick leave days: Dropped by 32% compared to previous year
- Worker satisfaction scores: Increased 45 points on air quality assessment surveys
Economic Return on Investment Analysis
| Financial Category | Annual Value (RMB) | Notes |
|---|---|---|
| Environmental Penalty Avoidance | +1,000,000 | Zero citations since installation |
| Health Cost Reduction | +800,000 | Medical expenses and lost time |
| VOC Recovery Revenue | +500,000 | Recovered solvents reused in production |
| System Operating Costs | -500,000 | Energy, maintenance, media replacement |
| Net Annual Benefit | +1,800,000 | 24-month payback period |
Key Takeaways: Best Practices for VOC Control in Chemical Plants
Deploy local exhaust capture at high-emission points before relying on dilution ventilation. This approach achieved 85% VOC capture efficiency in this case, dramatically reducing the load on central filtration systems.
VOC control systems must work synergistically with manufacturing workflows. Coordinate installation timing, airflow rates, and maintenance schedules with production planning to minimize disruption and maximize efficiency.
Real-time VOC sensors and automated data logging ensure immediate response to concentration spikes while providing documentation for regulatory compliance and system optimization. The 1-minute data refresh proved critical for rapid intervention.
Industry Insights: The Future of Chemical Plant Air Quality
This case study exemplifies a broader trend in the chemical manufacturing sector where advanced air filtration systems are transitioning from compliance tools to strategic assets that deliver multi-dimensional value:
Regulatory Landscape Evolution
As environmental standards continue to tighten globally, particularly regarding VOC emissions limits and workplace exposure thresholds, chemical companies face increasing pressure to adopt intelligent VOC abatement solutions. The integration of IoT sensors, AI-driven predictive maintenance, and energy recovery systems represents the next generation of chemical plant air quality management.
Economic Value Beyond Compliance
The RMB 1.8 million annual benefit achieved in this case demonstrates that modern air filtration systems can generate positive ROI through multiple channels:
- Penalty avoidance and regulatory risk mitigation
- Reduced occupational health costs and improved workforce productivity
- Solvent recovery and material reuse opportunities
- Enhanced corporate reputation and community relations
- Increased asset value and operational sustainability
Technology Integration Roadmap
Looking forward, chemical plants implementing comprehensive VOC control strategies should consider:
Conclusion: A Blueprint for Sustainable Chemical Manufacturing
Key Success Factors in VOC Control Implementation
- Multi-stage filtration combining activated carbon adsorption with catalytic oxidation achieved 87.5% VOC reduction
- Strategic source capture deployment reduced downstream treatment requirements by 85%
- Continuous monitoring systems enabled proactive maintenance and guaranteed compliance
- 24-month payback period validated the business case for comprehensive air quality investment
- 40% reduction in employee respiratory disease demonstrated direct health impact correlation
This case clearly illustrates that VOC control in chemical manufacturing delivers measurable value across environmental, health, and economic dimensions. As regulatory requirements intensify and workforce expectations rise, investing in advanced air filtration systems represents not just a compliance necessity but a competitive advantage for forward-thinking chemical companies.
Need Custom VOC Control Solutions for Your Facility?
Whalesens specializes in designing integrated air filtration systems for chemical industry applications
Consult Our Engineering Team →Related Resources
Data Verification: This case study is compiled from actual operational data collected over a 12-month post-installation period, published with client authorization. All metrics represent verified measurements from calibrated monitoring equipment and third-party environmental audits. For detailed technical specifications or to discuss similar applications, contact Whalesens Technical Support.